Description
The coating has a coating has the advantages of simple operation, no pollution, coating resistance and bending resistance, high temperature and other characteristics, has been applied widely overseas.
It is nearly 30 years ago to develop a new type of coating, using electrostatic spray coating of epoxy powder coating, the first film. The coating is coated with easy to operate, pollution-free, coating and anti-bending performance impact, and of high temperature, in foreign countries has been widely used.
Melting guitar epoxy powder coating
Coating Material : Epoxy Powder, Adhesion, Polyethylene Or Polypropylene, Cement Inside
Standard: API 5L (PSL1, PSL2); GB/T 9711.1;
Grade: Gr. B, X42, X46, X52, X60, X65, X70, X80; Q235B; Gr. C;
Seam: SAW, SSAW; HSAW
Outside Diameter: 219-2020 MM
Wall Thickness: 5-25MM
Length: 4/6/12/18/21 meters
End: Plain or Bevelled
Surface; Bare or Black Painted or Anti-corrosion, such as 3LPE;
Coating
Pipeline coating is the most consistent and successful solution for protecting ERW pipes from corrosion, from moisture, other harmful chemicals.
Anti-corrosion steel pipe is processed through the preservation process, which can effectively prevent or slow down the process in the transport and use of chemical or electrochemical corrosion reaction of steel pipe.
Therefore pipe anti-corrosion layer is an important barrier to prevent soil erosion. A well-known foreign scholar put forward” 3PE france protective layer”, so far, anti-corrosion methods is widely used.
Coated pipes offer high resistance to corrosion on pipes and provide many benefits such as:
1. Increased Flow Capacity – A coating on pipes helps provide a smoother surface thus improving gas and liquid flow within pipes.
2. Reduced Cost – The pipeline coating increases the pipes durability so they can be deployed with minimum maintenance cost even in the harshest environments.
3. Lower energy usage – Various studies have shown that pipelines that are internally coated use less energy for pumping and compression of products through pipes. This helps in increased saving over time.
4. Clean delivery of products – The inhibitors used for the protection products can also be minimized by the use of coated pipes for delivery of products.
Thus, coating of pipelines can help you in reducing your maintenance cost and at the same time providing a corrosion free reliable protection.
Basic functions of erw pipe coating
- making the surface of ERW steel pipes free from electrochemical corrosion of the soil medium, the basic physics of bacterial corrosion protection.
- resisting the move of the soil medium creep stress, static stress and abrasion force method and structure of the basic machinery protection.
The basic principles of urban gas pipeline coating selection:
- good insulating and mechanical properties;
- good resistance to cathodic disbondment performance;
- good resistance to water, gas permeability;
- good chemical resistance soaking performance and anti-aging properties;
- resistance to low temperature and high temperature performance;
- easy mending and mending;
- at reasonable prices.
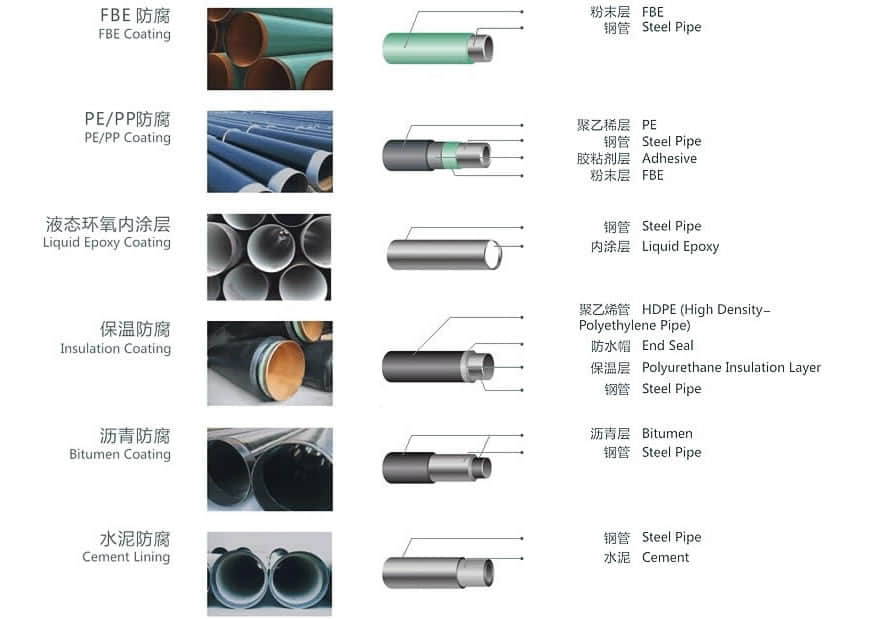
Types of coating:
Coating Specifications
2.1.External Coating
2.1.1 External Epoxy Coating
- API RP 5L2 Recommended Practice for Internal Coating of Line Pipe for Non-Corrosive Gas Transmission Service.
- CAN/CSA-Z245.20 Standard for External Fusion Bond Epoxy Coating for Steel Pipe
- AS 3862 Standard Specification for External Fusion-Bonded Epoxy Coating for Steel Pipes
- AWWA C210 Standard for Liquid-Epoxy Coating Systems for the Interior and Exterior of Steel Water Pipelines
- AWWA C213 Standard for Fusion Bonded Epoxy Coating for the Interior and Exterior of Steel Water Pipelines.
- DEP 31.40.30.32-Gen TECHNICAL SPECIFICATION FOR EXTERNAL FUSION-BONDED EPOXY POWDER COATINGFOR LINE PIPE
- NFA 49-710 Standard Specification for External FBE layered Coating
- ISO 21809-2:2007, Petroleum and natural gas industries-External coatings for buried or submerged pipelines used in pipeline transportation systems-Part 2:
- Fusion-bonded epoxy coatings
- NACE RP0394 – National Association of Corrosion Engineers Standard Recommended Practice, Application, Performance, and Quality Control of Plant Applied, Fusion Bonded Epoxy External Pipe Coating.
- NACPA 12-78 – National Association of Pipe Coating Applicators External Application Procedure for Plant Applied fusion Bonded Epoxy (FBE) to Steel Pipe.
- SAES-H-002 Internal and External Coatings for Steel Pipelines and Piping
- 09-SAMSS-089 Shop-Applied External FBE Coating
- 09-SAMSS-091 Shop-Applied Internal FBE Coatings
2.1.2 Polyethylene Coating
- CAN/CSA Z245.21 External Polyethylene Coating for Pipe
- DIN 30670 Polyethylene Sheathing of Steel Tubes and of Steel Shaped Fittings
- NFA 49-710 External Three-Layer Polyethylene Based Coating, Application by Extrusion
- DNV-RP-F106 Factory Applied External Pipeline Coatings For Corrosion Control
- AS/NZS 1518 External Extruded High-Density Polyethylene Coating System for Pipes
- ISO 21809-1 Petroleum and natural gas industries — External coatings for buried or submerged pipelines used in pipeline transportation systems – Part 1: Polyolefin coatings (3- layer PE and 3- layer PP)
- ISO 21809-4:2009, Petroleum and natural gas industries -External coatings for buried or submerged pipelines used in pipeline transportation systems-Part 4: Polyethylene Coatings (2-layer PE)
- DEP 31.40.30.31-Gen. TECHNICAL SPECIFICATION FOR EXTERNAL POLYETHYLENE AND POLYPROPYLENE COATING FOR LINE PIPE
- IPS-G-TP-335 Material and Construction Standard for Three Layer Polyethylene Coating System
- NFA 49-710 External 3 layer Polyethylene Coating
- PETROBRAS’ ET-200.03 Engineering Specification (“Piping Materials for Production and Process Facilities”) for using low density linear polyethylene in carbon steel piping, as to appendix 13 of such specification.
- 09-SAMSS-113 External Renovation Coating for Buried Pipelines and Piping (APCS-113)
- UNI 9099-DIN 30670 Polyethylene Coating Applied by Extrusion
2.1.3 Polypropylene Coating
- DIN30678 Polypropylene Sheathing of Steel Tubes and of Steel Shaped Fittings
- EN 10286 Steel tubes and fittings for onshore and offshore pipelines –External three layer extruded polypropylene based coatings.
- NFA 49-711 External Three-Layer Polypropylene Based Coating, Application by Extrusion
- 09-SAMSS-114 Shop-Applied Extruded, Three-Layer Polypropylene External Coatings for Line Pipe
2.1.4 Polyurethane Coating
- AWWA C222-99: Polyurethane Coatings for the Interior and Exterior of Steel Water Pipe and Fittings
- BS 5493- Polyurethane Coating
- DIN 30677.2 polyurethane Insulation of the fittings
- EN 10290- External Liquid Applied Polyurethane Coatings
2.1.5 Polyolefin Coating
- AWWA C225-03: Fused Polyolefin Coating Systems for the Exterior of Steel Water Pipelines
- AWWA C215-99: Extruded Polyolefin Coatings for the Exterior of Steel Water Pipelines
- AWWA C216-00 Standard for Heat-Shrinkable Cross-Linked Polyolefin Coatings for the Exterior of Special Sections, Connections, and Fitting for the Steel Water Pipelines
- AWWA C224 – 01: Two-layer Nylon-11 Based Polyamide Coating System for Interior and Exterior of Steel Water Pipe and Fittings
- AWWA C225 – 03: Fused Polyolefin Coating Systems for the Exterior of Steel Water Pipelines
2.1.6 Tape Coating
- ISO 21809-3:2008, Petroleum and natural gas industries-External coatings for buried or submerged pipelines used in pipeline transportation systems-Part 3: Field joint coatings
- AWWA C209-00: Standard for Cold-Applied Tape Coatings for the Exterior of Special Sections, Connections, and Fittings for Steel Water Pipelines
- AWWA C214-00 Standard for Tape Coating Systems for the Exterior of the Steel Water Pipelines
- AWWA C217-99 Standard for Cold-Applied Petrolatum Tape and Petroleum Wax Tape Coatings for the Exterior for Special Sections, Connections, and Fittings for Buried/Submerged Steel Water Pipelines
- AWWA C218-02 Standard for Coating the Exterior of Aboveground Steel Water Pipelines and Fittings
- AWWA C224-01: Two-layer Nylon-11 Based Polyamide Coating System for Interior and Exterior of Steel Water Pipe and Fittings
- EN 12068 – DIN 30672 STANDARD-POLYETHYLENE SELF ADHESIVE TAPES
2.1.7 Bitumen Coating
- DIN 30673 Bitumen coatings and linings for steel pipes, fittings and vessels.
- BS 534
2.1.8 Coal-Tar Enamel Coating
- AWWA C-203 Coal-Tar Protective Coatings and Linings for Steel Water Pipelines-Enamel and Tape-Hot-Applied
- AWWA C205 Cement Mortar Protective Lining and Coating for Steel Water Pipe – 4 inch (100 mm) and Larger- Shop Applied
- BS 534
2.1.9 Concrete Weighted Coating
- DNV-OS-F101 Submarine Pipeline System
- ASTM C171 Specification for Sheet Material for Coating Concrete
- BS EN 12620 Aggregates for Concrete
- ISO 21809-5:2009, Petroleum and natural gas industries -External coatings for buried or submerged pipelines used in pipeline transportation systems – Part
5:External concrete coating.
- ASTM C42 Standard Test Method for Obtaining and Testing Drilled Cores and Sawed Beams of Concrete
- ASTM C642 Standard Test Method for Specific Gravity, Absorption and Voids in Hardened Concrete
- ASTM C87 Standard Test Method for Effect of Impurities in Fine Aggregate on Strength of Mortar BS 1881 Methods of Testing Concrete
- BS 3148 Methods of Test for Water for Making Concrete
- BS 4482 Hard Drawn Mild Steel Wire for the Reinforcement of Concrete
- BS 4483 Specification for Steel Fabric for the Reinforcement of Concrete
- BS 4449 Specification for Carbon Steel Bars for Reinforcement of Concrete
- ISO 4012 Determination of Compressive Strength of Test Specimen
2.1.10 Marine Coating
- EN ISO 12944:1998 – Paints & Varnishes – Corrosion Protection of Steel Structures by protective paint system (parts 1 – 8)
- ISO 20340:2009 Paints and varnishes – Performance requirements for protective paint systems for offshore and related structures
- ISO 15741 Paints and varnishes-Friction-reduction coatings for the interior of on- and offshore pipelines for non-corrosive gases
2.1.11 Other specification
- British Gas BGC/PS/CM1,
- BGC/PWS/CM2
- GAZ de France R 09
- NACE RP 0181
- NF A 49-706
- TS 5140
- TS 5139
2.2. Lining
2.2.1 Epoxy Lining
- AWWA C210: Liquid-Epoxy Coating Systems for the Interior and Exterior of Steel Water Pipelines
- API RP512 or NFA 49-709 Internal can be epoxy 80 microns
- TS EN 10289
- NFA 49708 Recommended Practice for Internal Coating of Line Pipe
2.2.2 Bitumen Lining
- DIN 30673 Bitumen coatings and linings for steel pipes, fittings and vessels
- UNI-ISO 5256/87 STANDARD-BITUMEN COATING
- BS 534
2.2.3 Cement Mortar Lining
- AS/NZS 1516 Cement Mortar Lining of Pipelines In Situ
- AWWA C203-02: Coal-Tar Protective Coatings & Linings for Steel Water Pipelines, Enamel & Tape, Hot-pap. (Incl. add. C203a-99)
- AWWA C205-00: Cement-Mortar Protective Lining and Coating for Steel Water Pipe- 4 In. (100 mm) and Larger-Shop application
- AWWA C602 Standard for Cement-Mortar Lining of Water Pipelines – 4 inch (100 mm) and Larger – In Place
- BS 534
2.2.4 Shop Cement Lined Piping
- AWWA C205,C104,C602
- DIN 2614
- British Standard BS 534
- British Petroleum GS 106-1
- Shell DEP 30.48.30.31-Gen.
- Saudi Aramco 01-SAMSS-005
- KNPC ENG STD 87C1
- API RP 10E
Pipe Coating Products
- Fusion Bonded Epoxy – Fusion Bond Epoxy is a powder epoxy thermosetting coating applied for anticorrosion protection to steel pipelines. The pipe is first blast cleaned and heated. Then epoxy powder is spray applied by electrostatic guns to melt and form a uniform layer that hardens within a minute from application. Utilizing industry accepted materials supplied by manufacturers such as 3M, DuPont, and Valspar, the facility can apply FBE in a wide range of thickness to cost effectively meet any project specifications.
- Fusion Bonded Epoxy with Abrasion Resistance Overcoating (FBE/ARO) – Utilizing two completely separate powder systems, the facility can produce FBE with an ARO at unprecedented processing speeds using industry accepted materials such as 3M 6352, DuPont 7-2610, and Lilly 2040.
- Fusion Bonded Epoxy with High Temperature Resistant Overcoating – Utilizing two completely separate powder systems, the facility can produce FBE with a high operating temperature resistant overcoating such as DuPont’s Nap-Gard Gold and 3M’s 6258.
- Fusion Bonded Epoxy with Zap-Wrap Overcoating – The facility is capable of processing line pipe with connections and of applying the Zap-Wrap abrasion resistance overcoating to the ends of each pipe.
Three Layer Polyethylene (3LPE)
To improve anticorrosion performance and adhesion, an additional layer of epoxy primer is sprayed onto pipe surfaces prior to the adhesive layer and Polyethylene top layer application. Three Layer Polyethylene is suitable for service temperatures from 60°C to 80°C (85°C peaks). Typical coating thickness is from 1-2 mm to 3-5 mm.
Three Layer Polypropylene (3LPP)
If a wider service temperature range and high stiffness is required, adhesive and top layers, applied over primer layer, are based on polypropylene instead of polyethylene. Three Layer Polypropylene is suitable for service temperatures up to 135 °C (140°C peaks). Typical coating thickness is from 1-2 mm to 3-5 mm.
Three Layer Polypropylene and Polyethylene
Three Layer applications involve a thermoplastic coating applied to steel pipelines as a form of anticorrosion protection. This mechanical resistance is appropriate when the risk of particularly severe coating damages exist. The Three Layer process involved several steps. First, the pipe surface is blast cleaned to remove any external residue from the mill or storage. It is then heated and sprayed with a Fusion Bond Epoxy (FBE) primer followed by the application of an adhesive copolymer and polyolefin polymers that are wrap extruded, one over the other.
Field applied products
- 3M: SK 134, SK6233, SK6352 Toughkote, SK 314, SK 323, SK 206N, SK 226N, SK 6251 DualKote SK-6171, SK 206P, SK226P,
- 3M Internal Coatings: Coupon EP2306HP
- DuPont: 7-2500, 7-2501, 7-2502, 7-2508, 7-2514, 7-2803, 7-2504 Nap Gard Gold 7-2504, Nap Rock: 7-2610, 7-2617 FBE Powders
- DuPont: Repair Kits; 7-1631, 7-1677, 7-1862, 7-1851
- DuPont Internal Coatings: 7-0008, 7-0010, 7-0014, 7-0009SGR, 7-0009LGR, 7-2530, 7-2534, 7-2509
- Akzo Nobel: FBE – Fusion Bond Epoxy
- Internline 876 Seal Coat
- Hampel: 85448,97840
- Denso: 7200, 7900 High Service Temperature Coatings
- Internal Liquid Epoxy: Powercrete Superflow
Inquiry
Need to inquire about our products? Fill out the form below and our staff will be in touch!
FAQ
Q: How long is your delivery time?
A: The delivery time of customized products is generally 25 35 days, and non customized products are generally shipped within 24 hours after payment.
Q: Do you provide samples? Is it free?
A: If the value of the sample is low, we will provide it for free, but the freight needs to be paid by the customer. But for some high value samples, we need to charge a fee.
Q: What are your payment terms?
A: T/T 30% as the deposit,The balance payment is paid in full before shipment
Q: What is the packaging and transportation form?
A: Non steaming wooden box and iron frame packaging. Special packaging is available according to customer needs. The transportation is mainly by sea.
Q: What is your minimum order quantity?
A: There is no minimum order quantity requirement. Customized products are tailor made according to the drawings provided by the customer.








